ООО "ЭТЗ "Вектор" имеет весь передовой комплекс для обработки листового металла, производства КРУ и КТП.
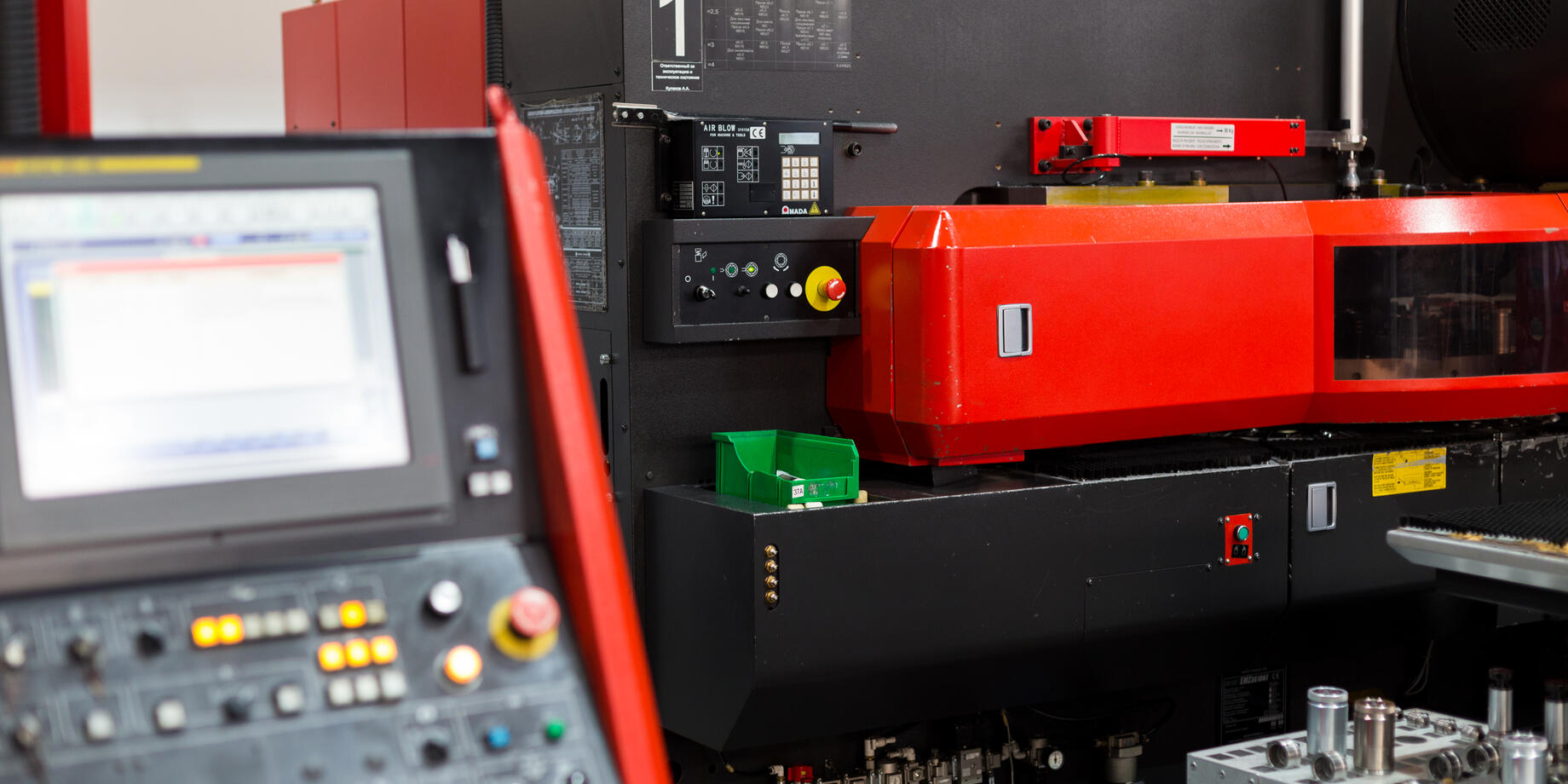
Современные технологии управления производственным процессом применяются и в механическом цехе, где изготавливаются корпусные детали. Комплекс обработки листового металла содержит парк листогибочных и координатных прессов AMADA, которые подключены к одной компьютерной сети. Разработка и управление продуктами осуществляется на основе трехмерных моделей. Созданные 3D-модели деталей транслируются в развертки, заготовки и CAM-программы и хранятся в компьютерной базе данных. При получении заказа на изготовление деталей оператор станка загружает необходимую программу в контроллер станка по сети и производит затребованную партию деталей. Программа по изготовлению деталей попадает в станок напрямую, без использования бумажных носителей. Это позволяет ускорить процесс передачи документации в производство и избежать при этом ошибок со стороны операторов.
Аналогичный подход реализован и действует при разработке и изготовлении вторичных цепей КРУ. С помощью программы можно создавать принципиальные схемы цепей и разрабатывать трехмерные компоновочные модели релейных отсеков, при этом заранее используя подготовленные библиотеки типовых элементов. Следующие шаги - это формирование монтажных схем, кабельных журналов, маркировочных этикеток, которые производятся в автоматическом режиме. Подготовленная документация и машинные программы далее поступают на участки электромонтажа и изготовления маркировочной продукции, воплощаясь в элементы и детали будущих подстанций.
Высокую стойкость к любым воздействиям окружающей среды окрашенным деталям придает покрытие высококачественной порошковой краской и использование автоматизированной линии Ideal-line. В первую очередь это достигается за счет технологии тщательной подготовки поверхности металла перед покраской. Очищение крупных загрязнений деминерализованной водой, обезжиривание поверхности, сульфатирование и дальнейшая пассивация сульфатного слоя, еще одна промывка - все это модифицирует поверхность металла, что придает ему высокие адгезионные свойства. Весь технологический процесс управляется автоматической системой. Участие оператора при окрашивании ограничивается лишь установкой заготовок на конвейер и снятием с подвесок уже окрашенных деталей.
Раскрой, пробивка и формовка токоведущих шин производятся на высокоточных станках. В качестве материала сборных шин и шин главных цепей в шкафах КРУ «Классика» применяется высококачественная электротехническая медь скругленного профиля, что обеспечивает выравнивание напряженности электрического поля на кромках токоведущих частей и значительно уменьшает эффект коронирования.
Маркирование шкафов КРУ и блоков модульных зданий осущетвляется на станке с ЧПУ лазерным либо механическим гравированием на двухцветном пластике. Он устойчив практически ко всем видам негативных воздействий – ультрафиолетовым лучам, выгоранию, температурным перепадам, механическому воздействию. Маркировочные таблички содержат общие технические характеристики распределительного устройства, данные о присвоенном номере заказа, климатическое исполнение, а также номер технических условий, в соответствии с которыми ведется серийный выпуск продукции. Идентификационные данные заказа могут потребоваться в случае возникновения рекламации или обращения на завод-изготовитель по истечению гарантийного срока эксплуатации.